What are Thompson Enamels
Thompson Enamels are lead-free glass products available in various particle sizes and formulated to fit a variety of metal and glass substrates. These products are described in terms of temperature and expansion to help you select a suitable enamel for your particular project.
The best way to select an enamel is to determine their properties in the following sequence:
- Fusing temperature
- Fit or compatibility
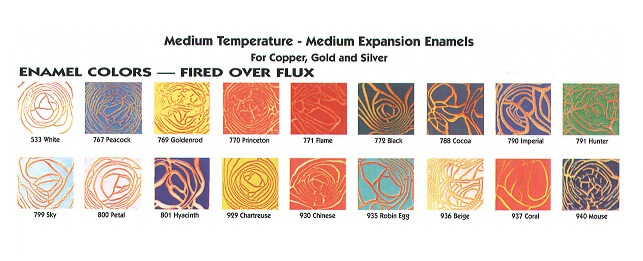
- Color
It is important to pre-test enamels prior to using: 1) printed or computer screen color charts do not always perfectly match the product they represent and 2) there may be slight variations in the character of any given enamel from batch to batch.
What is mesh size?
80 mesh enamel is the standard particle size available to our customers unless specified otherwise. 80 mesh is glass ground to a particle size which is slightly finer than granular sugar. It is normally applied by sifting, but can also be mixed with water and inlayed or charged onto to the substrate surface.
80 mesh means there are 80 openings in a standard wire mesh screen per linear inch. 40 mesh means there are 40 openings in a standard wire mesh screen per linear inch. We suggest using a 40 mesh screen in our sifters to apply base coats of 80 mesh enamel to metal or glass substrates.
6/20 mesh enamels are particles that have an average diameter of about 1/16” to 1/8”. These particles are ideal for bead making. Lump enamels (unground, unscreened enamels sometimes referred to as ‘frit’) are particles that range from 1/16” to 1” diameter chips or lumps. A variety of painting and liquid enamels are also available for specific substrates.
Is there significance to the way Thompson Enamels are numbered?
All 80 mesh enamel products are numbered into a practical coded numbering system which indicates enamel type and color. This coding can be easily seen by examining our color charts in the printed catalog and online. The thousands number indicates enamel type while the hundreds number indicates the color. The final two numbers indicate how light or dark that color is. For example, 1505 is an opaque pastel greenish blue for copper, and 2680 is a transparent dark blue for copper.
What should I know about how to safely use Thompson Enamel products?
All of Thompson’s enamel products are glass of one form or another. Care should be taken not to ingest them. These products, however, can be used quite safely if you adhere to the following housekeeping and hygiene rules:
Rule 1. Keep products out of reach of children and pets.
Rule 2. Keep your work area neat and clean. Keep your clothing clean.
Rule 3. Use your enamels in a well ventilated work area. Wear a protective dust mask if you are working with enamel powders for an extended period of time, especially when sifting enamels.
Rule 4. Wash your hands prior to eating. Do not smoke or handle food when you are working with enamels.
Please call 859-291-3800 if more specific information on any particular product is required.
Can I use Thompson Enamels for Food Contact Surfaces?
Thompson Enamel does not recommend the use of our enamels for food contact surfaces. Although they are very acid resistant and do not contain lead, their final food safe properties may depend on enamel application and firing. Each such item made from them should be individually tested to determine whether or not it passes current F.D.A. regulations.
Where can I find more information about the use of Thompson Enamel Products?
For expanded information about Thompson Enamel products and the technology involved to use them, see the description of the ‘Thompson Enamel Workbook’ – Cat. No. TEP-001.
Where can I find color charts?
Color charts by themselves or as part of the catalog that can be purchased for $4.00 and mailed to you. You can see them on our web site here: Color charts
What is enamel?
In general terms, vitreous enamel, porcelain enamel, copper enamel and jewelry enamel all refer to the same thing. Enamel is a glassy compound applied to and bonded by heat (fusion) to a metal surface; to a copper surface at 1450 degrees F., and to a glass surface at 1100 degrees F. to 1500 degrees F.
The most common glass is a fusion of silica, soda, lime, and a small amount of borax. Though normally transparent, various amounts of opacity can be produced by adding or growing crystals within the glass structure. A wide range of colors are produced by incorporating certain elements, mostly transition metals.
The physical properties of glass can be controlled to permit bonding to most metals, for example, gold, platinum, silver, copper, steel, cast iron and titanium.
The word ‘Enamel’ refers to the glass material as well as to the finished product.
How is it done?
Enamel (glass) is crushed to a powder somewhat finer than granulated sugar and somewhat coarser than flour. This powder is applied, by one of several methods, to the metal or glass surface. Next the article is heated to 1100 to 1500 degrees F., either in a pre-heated furnace, a hand held torch, or for enamels fused to glass, in a kiln. For metal, in a preheated furnace the article may be fired from 1 to 5 minutes, depending on size or technique. The article is removed and allowed to cool to room temperature. Subsequent coats, normally different colors are applied. Sometimes many firings are required to bring about the desired results. For fusing enamels to glass, the article is placed into a room temperature kiln and the heat is brought up according to the appropriate firing schedule to the maturation temperature, then brought down to an annealing temperature and held there for a period of time to relieve stresses in the glass, then brought back down to room temperature before removing the article.
What is enameling on metal’s history?
We do not know when or where enameling originated. The earliest known enameled articles are six enameled gold rings discovered in a Mycenaean tomb at Kouklia, Cyprus. The rings date from the thirteenth century B.C. The Greeks were enameling gold jewelry as early as the 5th century B.C. Caesar found the Celtic inhabitants of Britain enameling in the 1st century B.C. During the Byzantine era, 4th through 12th centuries, numerous enamel religious works were made. Fifteenth century artisans in Limoges, France perfected the use of enamels in a painting technique. The 17th, 18th, and 19th centuries and the early decades of the 20th, saw the production of a great volume of luxury and decorative enamels, made in many different centers. Since the last third of the 19th century both Japan and China have exported an abundance of enamel as cloisonné – the name of the technique. Starting early in the 19th century it was realized enamel could be used for utilitarian purposes. First on pots and pans for cooking, then stoves, refrigerators, kitchen sinks, bath tubs, home laundry appliances, architectural panels, etc
What metals may be used with Thompson Enamel Products for Metal?
The most commonly used metals are pure copper (oxygen free, high conductivity, electrolytic), gilding metal (95% copper, 5% zinc), sterling silver, fine silver, karat gold (14 karat or higher), low carbon steel, cast iron, 400 series magnetic stainless steel (use the 5000 and 6000 series enamel), and platinum (use the 5000 and 6000 series enamels). More information on ‘metals suitable for enameling’ may be found in the Thompson Enamel Workbook.
What types of glass may be used with Thompson Enamel Products for Glass Fusing?
Standard float window glass (approx.. 84 COE linear) may be used with the 5000 (opaques) and 6000 (transparents) series enamels as well as the Glass Painting Powders products.
90 to 96 COE (linear) glass (Bullseye and Spectrum) may be used with our 7000 (opaques) and 8000 (transparents) series enamels as well as the Glass Painting Powders products.
104 COE (linear) glass (Effetre/Morreti) may be used with our 9000 series enamels. The 9000 series enamels just happen to fall in the expansion range that will fit copper, however, the enamels for copper will not fit Effetre/Morreti glass.
How are enamels applied to metal?
80 mesh enamels are applied by sifting through a sifter (a cup with handle and mesh screen in the bottom of the cup). A sifter with a 40 mesh screen is used to apply 80 mesh base coats to metal or glass.
A sifter with a 100 mesh screen in the bottom of the cup is preferable when applying enamel through a stencil.
When sifting enamel, sift around the outer edge of an object first, then move toward the center. The bottom of the sifter should be completely covered with enamel for a more uniform sift. A holding agent such as Klyr-fire used in a sprayer that can create a fine mist will be required when coating a 3-dimensional object. It is best to apply alternating thin coats of spray, then enamel, then spray, then enamel, until an even coat has been achieved. If using a water based holding agent, the water must be dried before firing.
80 mesh enamel may also be applied by wetting with water, and spooned onto a substrate surface or with use of a spreader or fine sable brush. The trick to successful wet inlay (wet charging or wet packing) is to keep the enamel saturated with water. Too much water or too little water and the enamel is not manipulable. Water may need to be added or wicked out with a paper towel while working. The work is dried before firing.
If water is used in enamel applications as mentioned above, the metal first should be degreased. The easiest method is to heat copper until it flashes with color (annealing to green) but not so long to create black copper oxide. Using Penny Bright is another method of degreasing the copper.
It is important that the primary coat of enamel be as complete and as perfect as possible for the first firing. Faults in the enamel are not easy to correct after the enamel has been fired in place. Unless fire-scale is meant to be part of the design, a sufficient amount of enamel should be applied so that burned out areas do not occur. However, thin coats are better than thick coats. More enamel may be reapplied if the coat is on the thin side, but too much enamel is a bigger problem. Too thick of an application may result in the enamel popping off. As you continue to practice enameling, you will learn what is too little and what is too much. It is important to note that enamel, when properly applied and fired, does not flow out, but rather pulls in toward the greater mass unless gravity affects the movement. If the enamel pulls away from the edge after firing, the cause could be too heavy enamel application.
We suggest that both sides of the metal are enameled. Counter enamel is sold as a mixture of colors, however any enamel may be used as counter enamel. Counter enamel is applied to reduce stress exerted on the enamel by the metal after the piece is cool or during cooling. Counter enamel literally equalizes or counters the pull of the metal on the enamel. The thickness of the metal and the thickness of the enamel are relative in this matter. As the enamel thickness increases, the support thickness must also increase unless other structural considerations have been made in the metal.
Painting Enamels are much more finely ground. They may be combined with a painting medium and applied with a brush. Painting enamels are generally applied to a pre-fired enamel surface.
Liquid Form, Water Base Enamels are formulated to be applied by spraying, dipping or pouring. These liquid enamels have clay in them. The clay allows the coating to ‘set’ after application. If applied with a brush, brush marks may occur.
Liquid Form Brushable Enamels are formulated to be applied with a brush. These enamels can be applied directly to metal or on top of other enamels. Some like to sift a little 80 mesh powder into the wet applied brushable enamel. When the brushable enamel is dried, the surface is quite handleable which allows one to then enamel both sides for the first firing. This is especially helpful to reduce warping when enameling thinner gauges of copper.
How are enamels applied to glass?
80 mesh enamels for glass fusing are applied in much the same way as is described for metal above. A slightly heavier coat of enamel may be applied to glass for solid colored areas. Stencils may be used and the enamel may also be wet with water as described above. The Glass Painting Powders are painting enamels recommended for use on glass.
How are enamels for metal fired?
Enamels for metal are fired either in a pre-heated furnace (kiln) or a hand held torch. If firing in a furnace, the temperature should be between 1450 and 1500 degrees F. Whether you set your furnace at 1450 or 1500 depends on how accurate your pyrometer reading is; how long it takes you to open the door, place the ware into the furnace and shut the door; or the size of the ware that is being fired. The temperature setting may need to be adjusted up or down for these reasons.
Firing time can be as short as one minute or as long as five minutes, depending on the technique being used or the size of the work and thickness of the metal. In general we suggest firing only to gloss. On average, this would be between 1-1/2 minutes to 2 minutes. Given times and temperatures are intended as a guide to start with. You may have to adjust up or down for the above reasons.
The three stages of firing (at 1450 degrees F.) are wet sugar (about 40 to 45 seconds) then orange peel (about 55 seconds to 1 minute) and then full gloss (1-1/2 to 2 minutes).
For firing enamels in a furnace you will need a firing fork, a firing rack and an appropriate trivet. A furnace hot pad or kiln shelf is recommended for the floor of the furnace to catch any spills of enamel that may occur. The furnace hot pad needs to have the corn starch binder burned out before use. This can be done by cutting it to fit the furnace floor, turning the furnace on and letting it get up to enameling temperature before opening the door. It may smoke some, so it is best to do in a garage or out of doors. If this is not possible, place a fan in a window near the furnace to vent the smoke of the burning corn starch. Once this is done, it will not have to be repeated. The furnace pads last a long time.
If torch firing, the trick is to have a hot enough torch for the size and thickness of the piece being fired. With mapp or propane gas, copper tooling foil, malleable copper, or 24 gauge copper works best. If thicker and larger copper pieces are to be torch fired, a hotter flame may be needed.
How are enamels for glass fired?
After applying the enamel to a glass piece, the work is placed onto a kiln shelf or on kiln paper or ceramic or coated metal mold for slumping. It is placed into the kiln at room temperature. A firing schedule appropriate for the size and thickness of the glass should be consulted. The temperature needs to climb at a specific rate to above 700 degrees F. After reaching that temperature it can go up a little faster until it reaches the maturation temperature. For both window glass and stained glass we suggest 1430 degrees F. (although depending on the desired result the temperature could range between 1300 to 1500 degrees F.) The temperature is then allowed to cool down to 900 to 1000 degrees F. It is held there for at least 1/2 hour to allow stresses in the glass to be relieved. The power is turned off and the temperature is allowed to go back to room temperature before the ware is removed.
What are the differences of Thompson’s opaque whites for metal?
Low Acid Resistance
1006 – A low expansion white used as the base coat for the crackle technique when Liquid Form-Water Base enamels are used for the second coat.
1010 – Sold for years as 621-A. It is unique in having a high softening point as well as a high expansion. This makes it an ideal base coat for other enamels, especially transparents. It has good opacity, excellent gloss and surface. Can be used as a regular white where acid resistance is not required.
High Acid Resistance
1020 – A super opaque titanium white with excellent covering power, gloss and surface. This is the white used for our white steel panels. Excellent one coat or two coat white for areas to be left white. Since its expansion is on the low side, only thin coats of other colors should be applied over this white when used on copper. It has good acid resistance. It can also be used as a base for crackle technique.
1030 – This white has medium opacity. It is slightly translucent. It can be used as an undercoat and is acid resistant. When finely ground it is suitable to be used in the grisaille and camaïeu techniques.
1040 – This white is less opaque that 1030. It is translucent. It can be used as an undercoat and is acid resistant. It can be used over 1010 to obtain a surface with more “depth”. When finely ground it is suitable to be used in the grisaille technique, but will require more applications to build up white than the 1030.
1045 – This white was developed for bead making. Normally used in 6-20 mesh, this white does not reduce or gray in a propane flame.
1050 – This mat enamel fires as a normal transparent. It glosses on the first firing and will grow mat white crystals. With longer or more firings it will texture greatly.
1055 – This white is very opaque. It was developed for the commercial badge making industry.
1060 – This white is very opaque and was also developed for the commercial badge making industry. “What are the differences of Thompson’s opaque blacks for metal?”1990 is technically a deep ‘transparent’ black. If applied thin or over-fired or ground thin and re-fired, it takes on a dark transparent blue look. This black is recommended as a base enamel for the grisaille technique.
1995 is a very opaque black, but does not have the intensity or depth of black as 1990 or 1996.
1996 is technically a deep ‘transparent’ black. If applied thin or over-fired or ground thin and re-fired, it takes on a dark transparent blue look.
1997 is a low expansion opaque black used as a dark undercoat for the crackle technique when Liquid Form-Water Base enamels are used for the second coat. It may have a slight greenish look to the black.
What are the differences of Thompson’s transparent clear enamel (sometimes referred to as “flux”)?
A soft fusing clear that easily absorbs copper oxide.
2008 – A low expansion clear used as the base coat for the crackle technique when Liquid Form-Water Base enamels are used for the second coat. 2008 is also good as a cover coat when working on titanium white steel panels.
2009 – This soft fusing clear will clear up on copper on the first firing. It may produce “break up” or “pull through” when a subsequent coat of enamel is fired high.
2010 – This soft fusing clear will clear up on copper on the first firing but requires more time and/or temperature than 2009. It may produce “break up” or “pull through” when a subsequent coat of enamel is fired high.
2015 – This medium fusing clear has a gold color similar to Thompson lead bearing 1005 or 426. It works well under warm colors.
2020 – This clear does not “yellow” on silver. It should always be used when a clear enamel is needed on silver as the first coat. It may also be used on copper and gold. It is also the clear transparent that is suggested to be used as a final cover coat in that is has a lower expansion than most of the other transparent clears.
2030 – This clear is the best all-purpose-use clear. It works well under other enamels, opaques and transparents. Fire sufficiently to dissolve all copper oxide (reddish-brown color). One or two re firings may be required.
2040 – This clear is harder than the above transparent clears. It is least likely to develop “pull through” when applying subsequent applications of enamel. It should be fired sufficiently to dissolve all copper oxide.
What are Cadmium/ Selenium Colors?
Some opaque and transparent yellows, oranges and reds and greens contain cadmium and/or selenium to achieve those colors in glass. The opaque colors are: 1237, 1319, 1335, 1420, 1425, 1910, 1820, 1830, 1840, 1850, 1860, 1870, 1880, & 1890. These cadmium selenium colors and will darken with prolonged firing. Edges commonly are black on copper and silver. If applied thin on copper they may appear black. If fired on silver they may appear brown. It is best to use these colors over a base coat such as 2030 for copper and 2020 for silver. They should not be over-fired unless the darker coloring is an effect one is seeking.
2210, 2215, 2840, 2845, 2850 & 2880, are transparent cadmium selenium colors. They chemically react with copper and silver and turn opaque. They will remain transparent on gilding metal, and properly prepared high karat gold and over a clear or opaque first coat for a limited number of firings. They will darken with prolonged exposures to heat. They are best used over another enamel and/or gold foil. “What are gold bearing colors?” Some opaque and transparent pinks, purples, lavenders, oranges and reds contain gold to achieve those colors. The opaque colors are: 1705, 1708, 1710, 1715, 1720, 1745, 1750, 1760, and 1780. These colors should be used on top of 2020 when working with silver.
The transparent colors are: 2720, 2740, 2745, 2747, 2755, 2810, 2820, 2825, 2830, 2835, 2836, 2837, 2838, 2839, and 2800. When the transparents are used directly on copper they frequently appear opaque. The color red is created by colloidal gold. The copper oxides which are taken into the solution of the glass collects on the colloidal gold. Several firings are required to dissolve those oxides back into the glass. There must be sufficient glass for this to occur. This is why a second coat may be required after the first firing. If the color shows no signs of clearing after two firings, increase the time, not temperature.
All of the gold bearing transparent colors are clear on gilding metal. When used over another enamel they tend to be more pastel and less intense as a color except for 2747, 2755 and 2835.
2720, 2740, and 2745 will turn green direct on silver. They should be used over 1030 opaque white, or over 2020 clear for silver.
Silver salts that are taken into solution of the glass during firing, impart yellow to gold bearing transparent reds, which makes the red look more orange red. To eliminate the yellow, use these colors over 1030 opaque white or 2020 clear for silver
What are transient colors?
Some colors change color depending on how long and hot they are fired. This may be more of an issue when using a torch as you do not always know how hot you are firing. An example is 1410 Robins Egg. When fired on the cool side the color is more green. The hotter and longer you fire it becomes more of a blue.
What causes enamels to crack?
When enamel cracks it is because there is too much stress in the glass and the glass has no choice but to relieve that stress by cracking.
This can happen with any enamel under certain conditions. Some of these conditions could also lead to enamel releasing from the metal or from itself, but the ‘chipping’ defect may or may not involve conditions that always apply to cracking. Under the conditions of heat the metal expands. The enamel flows and is carried with the metal. As the piece cools, the enamel becomes rigid between 1020 degrees F. and 1050 degrees F. The metal continues to contract. This puts a strain on the enamel and given certain conditions, the enamel will crack.
There are many reasons or combination of reasons why the glass/metal relationship fails. The reasons can include – wrong alloy or base metal; no counter enamel; the wrong expansions relationship; uneven or too thick enamel application; uneven enamel thicknesses back to front; non uniform base metal thickness; solder joints; weighting the enamel after firing; metal inclusions in the enamel; impact; the list can go on and on. There is not a general answer that will cover all situations. To understand what is causing the cracking involves looking at each instance of cracking individually, and looking at all the conditions that may be causing the cracking or contributing to it. The greater the thickness of the enamel in relationship to lesser thickness of metal is worth considering. Slow cooling is best as well as lower temperature when possible which would obviously decrease the amount of expansion which decreases the amount of contraction.
What are the variables that could cause failure when enameling?
When questions come in to Thompson regarding cracking or other presumed failures of the enamel or the process, and after the problem has been described, very often the caller adds that they are experienced enamelers and have been enameling for many years. Their claim is always that this has never happened before, and that nothing has changed on their end. I’ve heard this scenario so many, many times over the last 30 years of working at Thompson. I do empathize with the caller. I have been where they are. You do all this work and suddenly something goes wrong and all is for naught. Frustration takes over and often puts a hazy cloud around the facts of what took place. Emotion can blind the person to objectively looking at everything that could have contributed or caused the problem. Most customers want to blame the enamel first, but that is rarely the cause. There is almost always a reason for the problem that can eventually be found.
In order to start the process of solving a customer’s problem, we first begin by asking questions. When we ask a lot of questions we do not mean to trivialize the enameling experience of the customer, we are just trying to investigate anything that might be relevant to correcting the problem. Customers with the worst problems are those that are working on the edge of what is doable such as using our enamels on brass or alloys of brass, trying to coat copper wire, applying enamel too heavily, etc. Another common problem is their work was not designed to be enameled. There was no consideration in the design of the piece as to how the enamel could be used successfully.
When we ask questions, the answers need to be very specific and usually a good photograph can provide information that may not have been considered in the questions.
Questions:
- Has the piece been counter enameled?
- How does the thickness of the front enamel compare to the back enamel?
- What metal is used?
- If an alloy, be very specific as to the alloy.
- What size and shape is the piece?
- What is the metal thickness?
- Is the base metal where the enamel is applied exactly uniform in thickness?
- Is the piece flat or domed?
- Is the piece cast, metal clay or from sheet?
- If cast or metal clay, was the piece designed to be enameled?
- Does the enamel have a starting and stopping place i.e. the edge of the metal or a 90 degree angle recess in the metal.
- If a recess for the enamel has been created, what is the recess’s depth (for jewelry pieces depth should be .03 to .05 mm deep).
- What enamel technique(s) is/are being used?
- What is the method of application of the enamel?
- How does the thickness of the enamel compare with the thickness of the metal?
- What equipment is being used to fire the piece – a torch or furnace?
- What is the firing temperature?
- What is the length of the firing time?
- How long is the piece left to cool?
- Where are the cracks in relation to the shape of the piece, cloisonné wires, other inclusions?
- What kind of enamel is being used?
- What was the temperature of the furnace when the piece was inserted into the firing chamber?
- Has the piece been left out (say in the car) in freezing temperatures then warmed up?
Collectively sometimes answers to the above questions can lead to an answer as to what caused a problem.
What are ‘Liquid Metals’ and how are they used?
The Liquid Metals – Bright Liquid Gold and Bright Liquid Palladium are liquids applied with a brush or crow quill pen onto a glass surface, when fired produce a thin metallic coating fused onto the glass surface. The Bright Liquid Gold (M-12) has a metallic gold appearance and the Bright Liquid Palladium (M-13) has the look of pewter or a gray metallic surface. The Mother of Pearl (M-15) creates a rainbow iridescence of colors. The colors are subtle and are seen best when the piece is held at an angle in light. They show up best on an opaque white enamel such as 1030 opaque white.
These products are applied to a glass surface with brush or pen onto a glass surface. There is an organic binder in these products that must be burned out slowly, to prevent an irregular or flawed coating. Dry the piece in a dryer or on top of the furnace. Next the piece must be ‘smoked’. This is done by moving the piece into the mouth of the furnace for only 3 or 4 seconds. This is repeated several times to slowly heat the piece up to the temperature that the organic materials will burn out. Once the piece has stopped ‘smoking’, the piece is set aside and the furnace is allowed to return to normal firing temperature (1450 degrees F.). The piece is then fired for 1 to 1 minute, 15 seconds (long enough for the underlying enamel to soften). If using on fused glass, the kiln should be vented until the temperature has reached 800 degrees F. The temperature is then taken to 1250 to 1350 degrees F., again, hot enough to soften the underlying glass. Good ventilation is suggested for firing onto enamels on metal and glass fusing.
The ‘Mother of Pearl’ is applied and fired in the same manner as the gold and palladium, but the visual result is not as pronounced as the gold and palladium.
The Essence for thinning (M-14) is used to thin any of the liquid metals as they become thick with use and exposure to air. Use a drop or two at a time and stir with toothpick.
Brushes used with the liquid metals may be cleaned with turpentine, paint thinner or lighter fluid.
What are Carefree Lusters and how are they used?
Carefree Lusters are titanium coated mica flakes. They are not glass and as such do not stick to each other during firing. Residue is expected after firing which is washed off. They are applied as the last application on top of a glass surface. They loose their luster if enamel is fired on top of the lusters. The may be applied onto an enamel on metal surface, glass surface or ceramic glaze.
The lusters come in watercolors (WCL) or dry powders (LTK-1 trial pack of 12 colors) or (LR-1) 20 grams of a single color- dry powder, or (LR1-SET) 20 gram quantities of all 12 colors – dry powder. They also come in solid and patterned decal sheets.
The watercolor lusters are used by adding a drop or two of water into the tub of luster-wax cake. Allow a few minutes then apply to top coat of work with a brush. Dry -fire at 1450 degrees F. for 1-1/2 to 2 minutes for enamel on metal surfaces; fire to 1380F for window glass; 1600F to 1800F for glazed ceramics. After cooling, take piece to sink and rinse off residue luster.
The dry powder is the same material as the water colors or decals. Powders should be mixed with a painting medium – oil or water base of your choice. Some like using hairspray as a painting/mixing medium. Same application and firing procedures – same results as stated above.
What are Glass Painting Powders? (GPP series)
The Glass Painting – Enamel Powders (GPP series) are finely ground glass (finer than flour) powders than are meant to be mixed with a medium for application:
Application:
- with a brush; (Use a water or oil based medium of you choosing. See below.)
- or mixed with a screening medium for silk screen application; (Use A-8 Screening Medium (pine oil) or A-14 Painting and Screening Medium (water miscible)
- or mixed with medium suitable for air brush application. (Use water or water miscible medium.)
Firing:
These enamels are low fusing and low expansion. They will fit most glass substrates:
For enamel on copper fire at 1450˚F for 1 to 1-1/2 minutes or until gloss.
For glass fusing, they will attach at 1200˚F, will gloss between 1300 & 1350˚ and could be fired as high as 1450˚.
Appearance:
GPP powders are opaque colors but light will pass through them on glass. Colors are most vibrant on an opaque white glass. They are not as vibrant on clear glass.
Painting and Mixing Mediums:
For dry powder painting enamels and pigments some form of wet medium is necessary to make painting possible. Many materials could be used. The primary requirement for enamel painting is that the medium will not leave any ash after firing or will not create bubbles in the glass after firing.
Painting mediums can be either water or oil based. Water mediums are good for washes, and have no odor when using.
They tend to dry much faster than oil based mediums, shortening the working time.
Oil based mediums allow more working time and they disperse the powder in a more controlled manner. Sharper, thin lines can be achieved. Oil based mediums may need to be ‘smoked’ (as mentioned earlier in the article) before firing, depending on how much oil has be used.
Some of the oil based mediums have a strong pine odor such as Squeegee Oil (A-4), Thinning Oil #5 (A-5) and Screening Oil (A-8). The squeegee oil is more viscous than most of the other oils. It is the oil used in the 900E series – oil base. It is the best oil to mix powders with for use in a crow quill pen.
Thinning oil #5 is a less viscous version of the squeegee oil.
The screening oil is a refined squeegee oil which allows for better resolution and less spreading or blurring of the oil after painting.
Lavender Oil (A-11) is good for fine details and smells like lavender. Clove Oil (A-10) is good for washes and smells like cloves. Painting Oil for Miniatures (A-12) is good for miniature style painting where extremely minimal oil is to be used. It has very little odor.
Water based mediums such as Klyr-Fire (A-1), & Enamel Holding Agent (A-3) have thickening (body of the
medium) and gum-like (holding agent) properties. Diluted with water (1 pt. water, 1 part medium; or 1 pt. water, 3 parts
medium) these gum solutions make good painting mediums.
They have no odor, however, they dry very quickly. Water based mediums do not have to be ‘smoked’ before firing.
Acrylic Medium (A-13) is a water based acrylic polymer resin.
This medium is slick, has a somewhat viscous body when used full strength. Mixed with painting enamel, the mixture when dry becomes very hard. It is possible to paint over the dried painting enamel before firing. It can be thinned with water as desired. It does not have an odor.
Painting and Screening Medium (A-14) has the best of both worlds – it acts like an oil medium, but is water soluble and has a slight odor but is not too strong. This medium is most suitable for multi-purpose use. It works great as a painting medium, can be used for screening enamels and works well as a medium for air brushing.
It can be diluted with water. It may need a small amount of ‘smoking’ before firing, but not nearly as much as other oils require.